The channel through which the molten iron in the blast furnace flows from the taphole is the molten iron ditch, which is divided into a main ditch, a slag ditch and an iron ditch. The function of the main ditch is to separate the molten iron from the slag. The slag in the main ditch is skimmed from The top of the lintel of the slag skimmer enters the slag discharge ditch, that is, the slag ditch, and the molten iron flows through the molten iron channel at the bottom of the lintel of the slag skimmer, that is, the iron ditch, to realize the separation of slag and iron. The refractory material laid in the trench is usually called iron trench material. That is, the refractory materials used in the lining and repair of blast furnace tap trenches. During the use of the tap trough, it is affected by the erosion of molten iron, chemical erosion of iron slag, oxidation of air, and thermal shock stress caused by temperature fluctuations. The main ditch is the most important. The molten iron has a fast flow rate, a high temperature, and is subject to the joint action of slag and iron. The slag ditch and the iron ditch flow through slag and iron respectively. The flow speed is slow, the flow rate is small, and the temperature is also low. It has a negative impact on the refractory materials lining the ditch. Erosion is also slower.
With the enlargement of blast furnaces and the intensification of smelting, the flow rate of slag iron and the temperature of slag iron have increased, and the conditions for the use of refractory materials used in tap troughs have become increasingly severe. According to statistics, in the unit consumption of refractory materials by molten iron, the tapyard (trough material and gun mud) accounts for about 71%. During the first generation of blast furnace service, the total cost of tap channel construction and maintenance and the price of gun mud are 20% higher than the new one. The cost of building a blast furnace and its ancillary equipment is still high. To this end, various units have conducted extensive and in-depth research on the materials and properties, structural design, lining methods, etc. of refractory materials used in the tap trench. More and more castables or ramming materials are used. Large blast furnaces generally have 2-3 tapholes and basically use castables. Small and medium-sized blast furnaces generally have a single taphole and use ramming materials or quick-drying castables. , due to the advancement of refractory material technology, some small blast furnaces now also use castables. But whether it is castables or ramming materials, the trench materials used in blast furnaces are basically Al2O3-SiC-C amorphous refractory materials, which are low cement or ultra-low cement castables, as well as ramming materials and repair materials.
1. Al2O3-SiC-C castables for blast furnace tap trough:
Al2O3-SiC-C castables have been developed since the 1970s. With the technological advancement of amorphous refractory materials, clay bonding, calcium aluminate cement bonding, silica sol bonding, ρ-Al2O3 bonding, and aluminum dihydrogen phosphate bonding have been developed. etc. Al2O3-SiC-C castables. Coupled with technological progress in construction and maintenance, baking-free castables, quick-drying castables, self-flowing castables, environmentally friendly castables, etc. have been developed. But it is always Al2O3-SiC-C castable. Representative ingredients are shown in the table.
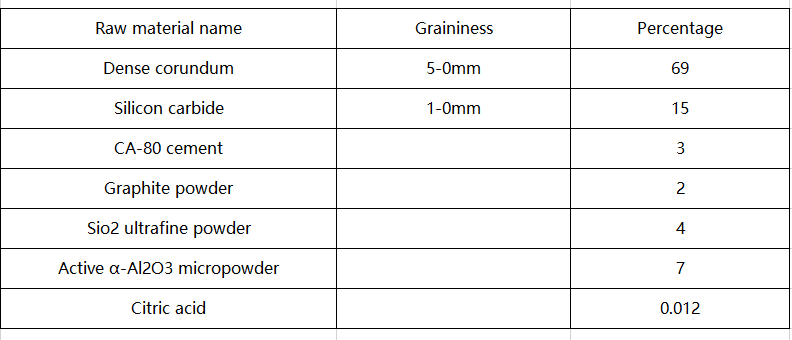
Quick-drying agents or explosion-proof agents must be added to the castables, mainly including aluminum powder, aluminum lactate, polystyrene fiber and carbon fiber, to adapt to rapid baking.
Tap trough castables are divided into high-grade products, medium-grade products and low-grade products. High-end products are mainly made of fused dense corundum and tabular corundum, and are used in large and medium-sized blast furnaces. The middle block is made of brown corundum and is used in small and medium-sized blast furnaces. Low grade products are prepared with high alumina bauxite clinker.
In recent years, there has been a lot of research on the Al2O3-SiC-C series iron trough castables. The iron trough castables prepared by using plate-shaped corundum produced by the sintering method instead of the dense corundum produced by the electrofusion method are used in the slag line of the main tapping channel. The original cracking and spalling phenomenon has been significantly improved, and it has good impact resistance, eliminating the tensile stress in the castable working lining and solving the cracking problem of the castable. Ultra-low cement iron trench castables, which use natural raw material fused subwhite corundum instead of industrial alumina fused dense corundum, are used in large blast furnace molten iron trenches, achieving the same results and saving costs. In order to reduce the production cost of castables, some people use special-grade bauxite homogenized material instead of brown corundum as aggregate. When the matrix is the same, compared with the iron ditch material performance of brown corundum aggregate, its erosion resistance is slightly worse and its resistance to corrosion is slightly worse. It has good permeability and good comprehensive properties, and can partially replace brown corundum. There are also studies using aluminum chromium slag to replace brown corundum to prepare Al2O3-SiC-C iron trench castables. The results are: when aluminum chromium slag replaces 0-34% of brown corundum aggregate, the castable has the best room temperature and high temperature properties. When the 200 mesh fine powder is replaced by aluminum chromium slag, the bulk density, high temperature flexural strength and other properties are improved, and the slag erosion resistance is slightly improved. The introduction of aluminum chromium slag into the iron ditch material not only reduces costs, but also saves resources and reduces environmental pollution. Others use lower-priced Sialon-TiNC composite powder synthesized from pyrophyllite, rutile and coke to replace 30% of the high-cost corundum, silicon carbide and alumina powder in traditional Al2O3-SiC-C castables. , the strength is improved after heat treatment, and the main channel can pass 150,000-170,000 tons of iron material at one time. During the second casting, due to the thinner modified layer, the amount of Al2O3-SiC-C castable can be saved.
In order to improve the thermal shock resistance of iron ditch materials, some people introduce andalusite of different particle sizes. As the andalusite particle size decreases, the apparent porosity gradually decreases, the volume density first decreases and then increases, and the thermal shock resistance improves.
In order to improve the oxidation resistance, some people have studied adding NiO or ZrB2 or ferrosilicon nitride. In the high-temperature oxidizing atmosphere of ferrosilicon nitride, Si3N4 in the ferrosilicon oxide on the surface of the castable is first oxidized to form SiO2, which forms the oxide layer. The main body, with the oxidation of the iron phase material, forms iron oxide, which lowers the melting point of the oxide layer and reduces the melt viscosity, forming an oxide layer covering the surface of the material to prevent carbon oxidation. Due to the small amount of ferrosilicon nitride added, the iron inside the material exists in the form of iron oxide, which has little impact on the high-temperature performance of the material. The tap trench is divided into slag wire and iron wire. The slag wire is required to have good slag resistance, while the iron wire is required to have high corrosion resistance to iron oxide.
The SiC content of slag wire is higher than that of iron wire because SiC can improve the slag resistance. The issue of SiC content has attracted widespread attention. Al2O3-SiC-C castables in some European and American countries contain about 20% SiC. Castables in Japan contain about 70% SiC. Some studies in my country believe that the SiC content is 35%. Further increasing the SiC content, the fluidity becomes worse, the bulk density decreases, the residual expansion increases, and the slag resistance becomes worse. Therefore, to increase the SiC content, it is necessary to select a good dispersant and adjust the particle composition to improve construction performance. The MgO content should be increased in the iron wire to resist FeO corrosion, because spinel has strong resistance to FeO corrosion. The interface between molten iron and slag should use refractory materials that are resistant to slag and iron erosion, that is, corundum-silicon carbide-carbon castables with high SiC and high graphite content. At the interface between slag and air, it is subject to strong oxidation by air, so refractory materials that are resistant to slag and oxidation must be selected.
Compared with cement-bound iron trench materials, ρ-Al2O3-bound castables have higher strength and better slag resistance. Since ρ-Al2O3 has strong hydrolysis characteristics, it hydrolyzes too quickly, causing the castable to lose fluidity in a short period of time, causing the castable to be unable to be constructed normally. Therefore, it is very important to select the appropriate dispersant and add retarder boric acid or use retarder type ρ-Al2O3. Dispersant types include polycarboxylates, sodium hexametaphosphate + naphthalene sulfonate formaldehyde condensate, sodium polyacrylate, melamine formaldehyde condensate, etc. Among them, polycarboxylate is the best, but it is expensive, followed by sodium hexametaphosphate + naphthalene sulfonate formaldehyde condensate, which has the largest flow value. The addition of boric acid can make the ρ-Al2O3 combined castable still have good fluidity after 90 minutes, which can meet the construction requirements.
ρ-Al2O3 combined castables, the aggregates can be used as natural raw materials or synthetic raw materials, and are suitable for acid, alkali or neutral raw materials. It has a eutectic point (1595°C) when combined with silica raw materials. If used at a moderate temperature, castables with high strength and stable volume can be prepared. It reacts with alkaline raw materials, such as magnesia, to form spinel, which improves the performance of castables. The effect is better when combined with neutral refractory raw materials.
The carbon sources, binders, additives, etc. used in the Al2O3-SiC-C castables used in large blast furnaces have a great impact on their performance and environmental protection. At present, the carbon source used in Al2O3-SiC-C iron trench castables is generally spherical asphalt or coke, and the addition amount is usually 1-3wt%. However, spherical asphalt contains benzopyrene components, which produce yellow smoke that is a carcinogen when used at high temperatures. Coke contains sulfur and volatile matter, which poses a threat to human health.
For this reason, the development of long-lived and environmentally friendly iron ditch castables has attracted people’s attention. The first step is to conduct in-depth and detailed research on carbon sources. If someone chooses to add granulated carbon black, because granulated carbon black has high carbon content (>98%) and small specific surface area (<12m2/g), it does not pollute the environment, makes the castable structure dense, has high thermal strength, and is resistant to The slag corrosiveness is excellent. Others add a carbon-containing resin powder, CarboresP, to the iron trench material. Its benzopyrene content is only about 0.03% (W), while the residual carbon content is as high as more than 85% (W). It is combined with silica sol, which not only does not pollute environment, and also has the advantages of short construction time, good thermal shock resistance, strong chemical stability, and better oxidation resistance. The reason is that at medium and low temperatures, the silica sol is dehydrated to form a -Si-O-Si-gel network structure, which ensures the strength at medium and low temperatures. A large amount of fibrous mullite is generated at high temperatures, providing the castable with a higher room temperature. and high temperature intensity. And when adding organic explosion-proof fiber, foaming agent AC, silica sol combination does not affect the burst resistance of the castable, while the ρ-Al2O3 combined castable is not conducive to the burst resistance and is an effective measure to improve the strength.
Others have developed self-flowing castables with excellent Sialon bonding performance and environmental friendliness by adding the Sialon precursor substance Si3N4 instead of carbon. In the ingredients, when adding 13% Al2O3 powder, 4% silica powder, 3% pure calcium aluminate cement, 6% Si3N4, 0.4% boron carbide, and sodium hexametaphosphate as water reducing agents, a flow value of about 185mm can be obtained of self-flowing castables. Si3N4 is added because Si3N4 and slag iron are not easy to wet, which enhances the slag resistance of the material. The Sialon generated during use is not easily oxidized, changes the bonding form of the material matrix, improves the solid-solid phase direct bonding rate of the matrix, and improves the Slag resistance. After boron carbide is added, it is oxidized to boron oxide during the heating process and melts into a liquid phase at medium temperature, which promotes the sintering of the material and increases its strength. The boron-containing glass phase formed forms a dense oxide film on the surface of the material, which inhibits further oxidation of the material and achieves the purpose of anti-oxidation. Some use carbon black N990 as the carbon source, and some use the new carbon source HY-1, which is granulated carbon particles with extremely low sulfur content and is an environmentally friendly material. It is used as the carbon source to prepare Iron trench castables are used on-site at a 2580m3 blast furnace in an ironworks. They do not emit smoke and have very good oxidation and slag resistance.
2. Al2O3-SiC-C ramming materials and quick-drying castables for small and medium-sized blast furnaces
2.1. Tamping materials:
Since small and medium-sized blast furnaces generally have a single tap hole and the tap interval is short, the maintenance and baking time required for general castable construction cannot be guaranteed. Therefore, the tap trench is generally made of ramming materials that are used directly without baking. It uses a ramming material with a combined system that does not produce water vapor during use, so that the iron can be tapped directly without baking after construction.
The main components of small and medium-sized blast furnace tap trough ramming materials are:
w(Al2O3)=15%—69%, w(SiC+C)=10%—25%;
The main components of slag ditch material are:
w(Al2O3)=35%—45%, w(SiC+c)=15%—30%.
High alumina clinker is required to have low impurity content and good sintering (water absorption <4.5%). The particle composition is: 8-2mm40%—60%, 2—0.074mm30%—40%, black silicon carbide is less than 100 mesh, and the carbon material can be graphite or metallurgical coke.
In order to improve the workability of ramming materials and the sintering performance during use, soft clay or bentonite can be added. Using tar (or anthracene oil) + asphalt as the binding agent, there is no need to add water. After pounding, the molten iron can be passed directly without baking. However, the smoke during use is relatively large and will pollute the environment. Using liquid phenolic resin as a binding agent does not require baking, and can be directly passed through molten iron. It is also a baking-free ramming material and has less environmental pollution. Someone studied the effect of the addition amount of silicon carbide and phenolic resin on the performance of Al2O3-SiC-C ramming material. It is believed that when W (SiC) is 15%, the ramming material has high strength and large volume density. As the addition amount of SiC increases, The thermal shock resistance of the ramming material is improved, and the wear resistance is enhanced. However, when W (SiC) exceeds 15%, the wear resistance decreases. When the phenolic resin is 5% (W), the strength of the ramming material is high. If it exceeds 5%, the performance of the ramming material will be reduced, and the wear resistance will also be reduced. When it exceeds 6%, the thermal shock resistance will be significantly reduced. In addition, the ramming materials combined with phenolic resin have a short shelf life, so it is best to prepare them on site and use them directly. In order to prevent the oxidation of carbon materials, metal Al powder, Si powder and wetting agent are usually added to make silicon carbide, carbon materials and bauxite clinker well mixed together, and silica fine powder is added as anti-shrinkage agent.
There are also iron trench ramming materials using silica sol as a binder. The main raw materials are special grade bauxite clinker, brown corundum, silicon carbide and spherical asphalt. Metal silicon powder and boron carbide are antioxidants and burning accelerators, and are also added SiO2 and α-Al2O3 ultrafine powder and clay and explosion-proof fiber. Adding 2% (W) silica powder, 3% (W) clay or 0, 05% organic explosion-proof fiber has little effect on the volume density of the silica sol combined Al2O3-SiC-C ramming material, but it has a certain impact on its strength. ; Containing 6% (W) α-Al2O3 micro powder and 3% (W) clay, it has high strength and the best erosion resistance. The addition of organic explosion-proof fiber increases the strength of the ramming material after baking, while the slag resistance is reduced. Silica sol combined with Al2O3-SiC-C ramming materials all show a certain increase in mass after calcination at 1450C, which is beneficial to volume stability and slag resistance. However, the service life of the ramming material is too short, especially the slag spots, which usually need to be repaired in 3-7 days. Because the lining of the ramming iron trench is generally only relatively dense on the bottom surface, while the surface layer below and the upper part of the trench are very loose and not resistant to erosion. For castables of the same material, the volume density is higher, each part is relatively uniform, more resistant to erosion, has a longer service life, is convenient for construction and maintenance, and has a clean environment in the casthouse. However, when small blast furnaces use ramming materials, the front of the furnace is generally smoky and chaotic.
Environmentally friendly no-baking ramming materials should be used. For example, someone uses carbonaceous resin + vegetable oil + melamine urea-formaldehyde resin + carbon powder as the binding agent for Al2O3-SiC-C ramming materials. This ramming material is not only non-baking. It is roasted, contains less harmful substances, is harmless to the human body, has no smoke and dust, and has little impact on the environment. If castable is used, it must be quick-drying castable, that is, it can be demoulded 1 hour after pouring, and can be baked immediately on high fire for 1-2 hours and then passed through the molten iron immediately.
2.2. Quick-drying castable:
In recent years, a lot of research has been conducted on the trough castables for single taphole tapping of small and medium-sized blast furnaces. For example, Hebei Union University uses various brown corundum, silicon carbide, 325 mesh white corundum, spherical asphalt, silica powder, etc. as the main raw materials, AC foaming agent as the explosion-proof agent, and Secar71 cement, silica fume and silica sol as the binding agent respectively. The study concluded that adding AC foaming agent can reduce the dehydration temperature of the castable, and the dehydration temperature range is very wide, which improves the burst resistance of the castable. The principle is: in the cement binder, the AC foaming agent reacts with cement and water to generate gas. When the gas escapes, tiny open pores are formed, which facilitates water discharge and improves burst resistance; fused magnesium is added to the silica fume binding system. Sand powder forms M-S-H gel, which not only improves the strength, but also slowly dehydrates during the heating process, which is beneficial to the rapid baking of the castable and improves the burst resistance; the silica sol combined castable dehydrates at around 100C and dehydrates Smooth, which is beneficial to the burst cracking resistance of the castable. Adding 0.05% sodium tripolyphosphate (STP) as a water-reducing agent will give the castable the best fluidity and burst resistance. Silica sol bonded castables have better low-temperature strength and generate mullite at high temperatures, which further increases the strength. However, the volume expansion is relatively large and the resistance to slag erosion is poor.
The iron storage type iron ditch uses quick-baking castables combined with dense corundum, brown corundum, silicon carbide, silicon powder, and alumina powder as the main raw materials, adding composite anti-explosion agent, and pure calcium phosphate aluminate cement. It has been used continuously for 3 months on a 580m3 blast furnace without repair, and the iron flow rate at one time is more than 180,000 tons.
3. Blast furnace tap trough repair materials:
Repairing local damage to the tap trough is an important way to extend the service life of the tap trough. It can also reduce the amount of refractory materials used, reduce production costs, and reduce environmental pollution caused by waste emissions.
3.1. Gunpowder material:
It mainly solves the local rapid thermal repair of large blast furnace iron trenches during use. The temperature is 100-1450°C. Some people have studied the use of Al2O3-SiC-C gunning material combined with aluminum dihydrogen phosphate to have good performance. At the same time, choose mid-block magnesia as the curing agent (1-2%), mix it with aluminum dihydrogen phosphate at the nozzle of the spray gun, and spray it onto the repair surface without flowing, so that it can be solidified and sintered quickly. When the thickness of the gunning layer is 180-250mm, the iron can be tapped after 10 minutes of spraying. After continuous use for 12 days, the total amount of iron passed is 48,000 tons, and there is still a small amount of residual lining in the gunning layer. Generally, the same kind of spray paint combined with cement lasts about 5 days, and the iron passing capacity is about 20,000 tons. There are two types of thermal gunning methods: wet and semi-dry.
3.2. High temperature self-flowing repair material:
It uses Al2O3-SiC-C self-flow patching material, which is the same material as the large blast furnace trench material, and a composite binder of asphalt and resin. Due to the reasonable combination of composite binders and the use of suspending agents, self-flowing materials have good high-temperature fluidity and are easy to construct. The swing nozzle is corroded and washed away by molten iron and slag, forming penetrating cracks, causing the entire swing nozzle lining to be scrapped with refractory materials. After repairing with self-flowing materials, the service life is increased by 10-20%. The main ditch, iron ditch, The connection parts of the slag ditch are prone to cracks, and the local melting loss at the bottom of the ditch is large. Self-flowing materials are used to repair it, which improves the service life.
3.3. Self-flowing castable:
The tap trench, especially the front end of the main trench, is seriously eroded and damaged quickly. In addition to local gunning repair, it can also be repaired with self-flowing castables. Since the gap between the mold and the remaining iron trench material is small and the shape is irregular, using self-flowing castables with good fluidity for repair can solve the problem well. Self-flowing castables rely on their own weight and potential energy difference to generate self-flow to achieve degassing, flattening and compacting effects. The raw materials used for self-flowing castables are basically the same as those of the original iron ditch materials, but attention should be paid to the particle gradation, with coarse:medium:fine particles being 20:45:35, and the ratio of ultrafine powder to fine powder flowing when it is 0.35-0.5 Sex is the best. And it must also achieve (1) high high temperature strength, erosion resistance, corrosion resistance, oxidation resistance, and good thermal shock stability; (2) rapid baking without bursting; (3) firm bonding with the remaining lining and non-stick slag iron. A scientific research unit used self-flowing castables in severely damaged parts of the 2000m3 blast furnace iron trench. After setting up the mold, it was repaired with self-flowing castables, and the iron flow rate reached more than 100,000 tons.
3.4. Casting:
The so-called overcasting means that after the iron ditch is damaged to a certain extent, the iron sheet residue is removed, the remaining lining is retained, and then the mold is installed to pour a new lining of the same material as the remaining lining. This not only reduces the consumption of refractory materials, but also can achieve zero emission of remaining refractory materials by repeated overcasting, thus achieving the purpose of protecting the environment. Most of our country uses the cold casting method. Because the iron sheet residue is peeled off and the temperature is lowered at the same time, it can only be cast by cold casting. What is particularly proposed is that the tap trough of Baosteel Stainless Steel’s 2500m3 blast furnace adopts hot sleeve casting. According to the investigation, the melting loss of the slag in the impact area and the iron wire transition area and above is relatively serious. However, different castables are used for the main trough slag and iron wire positions. The SiC content of the castable at the wire position is high, while the SiC content at the iron wire position is low. If two castable materials are used for nest casting, the construction process will be complicated, and cracks will easily occur at the interface. To this end, Baosteel has developed an Al2O3-SiC-C castable with a SiC content of 18% (W). The melting loss at the slag and iron wire positions is basically the same, with an average melting loss rate of 24mm/10,000 tons of iron. Through continuous heating The amount of iron that can be passed through a single casting can reach 390,000 tons.
The above repair methods can be used flexibly. One method can be used at a time, or several methods can be used in combination.
4. Conclusion
Trough material is an important part of the refractory materials used in blast furnaces. Most of the raw materials used are synthetic high-grade materials, which are expensive. Large blast furnaces with 2-3 tap holes mainly use Al2O3-SiC-C refractory castables; small and medium-sized blast furnaces with only one tap hole mainly use Al2O3-SiC-C ramming materials or non-baking and anti-explosion quick castables. Dry castable. According to the conditions of use, both types of iron trench materials must have the advantages of resistance to molten iron erosion, resistance to slag erosion, thermal shock resistance, and oxidation resistance.
In order to prolong the service life of the iron ditch material and reduce the consumption of refractory materials, the damaged parts of the iron ditch material should be repaired at any time during use. According to the damage situation, gunning, sleeve pouring, self-flow pouring, or Several methods are combined at the same time to meet the requirements.

